
Since the Industrial Revolution, welding technology has always been one of the indispensable core processes in the manufacturing industry. Starting from the initial manual welding and evolving to today's automated laser welding, the progress of welding methods has driven the rapid development of the automotive, aerospace, electronic equipment, and other key fields. However, with the advancement of materials science and the increasing complexity of product designs, traditional welding technologies have begun to show their limitations. Especially when dealing with highly reflective metals (such as aluminum and copper), the contradiction between welding quality and efficiency has become more and more prominent: The lasers commonly used in existing laser welding are usually infrared lasers. Due to the very low absorption rate of non-ferrous metals to infrared lasers in the solid state and the stepwise increase in the absorption rate in the liquid state, problems such as unstable welding, a large number of pores and cracks in the welds occur during the welding process, affecting the performance and reliability of the overall product. At the same time, the high reflectivity will cause a large amount of reflected laser of the laser beam on the metal surface, affecting the stability and service life of the welding equipment.
Introduction to Blue-Infrared hybrid laser
Against this background, blue laser technology, as an emerging welding solution, has demonstrated unique advantages: The absorption rate of non-ferrous metals such as copper and gold to blue lasers (with a wavelength of approximately 450nm) is much higher than that to infrared lasers (the absorption rate of copper to blue laser is 12 times that to infrared lasers, and the absorption rate of gold to blue laser is even 60 times higher than that to infrared laser). The higher absorption rate improves the weld ability of non-ferrous metals, increases the welding efficiency, and significantly reduces energy consumption. Figure 1 shows a comparison of the absorption rate curves of non-ferrous metals at different wavelengths.
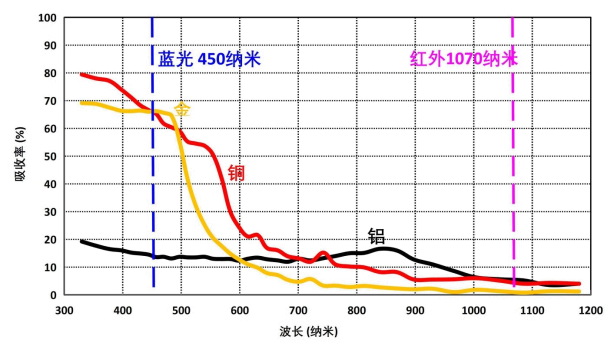
Figure 1: Absorption rate curves of non-ferrous metals at different wavelengths.
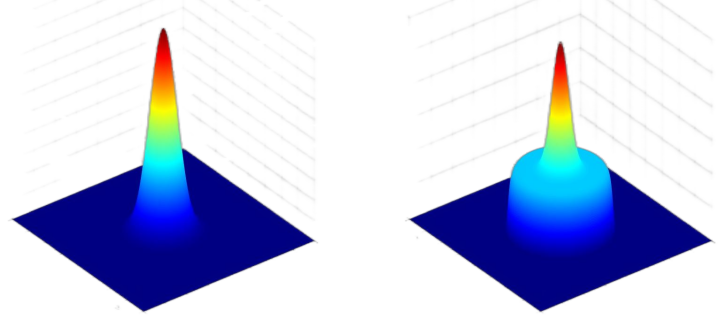
Figure 2: Schematic diagram of the spot of the blue-infrared hybrid laser.
More importantly, the semiconductor laser characteristics of blue laser itself, that is, the advantages of a large spot and low energy density, can be fully utilized. Through the direct spatial laser output method, blue laser and infrared laser can be combined to form a large blue spot with high absorption rate and low energy density in the outer circle, which is used for preheating and slow cooling of the periphery of the weld; and a small infrared laser spot with low absorption rate and high energy density in the inner circle for deep penetration welding (see Figure 2).
Advantages of the hybrid laser
This hybrid laser product with spatial output has two major advantages:
I. Excellent Welding Performance
(1) Stable welding process and good metal weld formation
The front blue laser in the outer circle plays a role of rapid preheating during the progress of the laser beam. A shallow surface molten pool is formed on the material surface, avoiding the sudden change process of the absorption rate of the infrared laser from the solid non-ferrous metal to the liquid state. At the same time, the rear blue laser plays a role of slow cooling and heat preservation. This keeps the temperature field of the molten pool stable all the time, forming a smooth and flat weld without undercut or unevenness.
(2) Small heat-affected zone
After the blue laser undertakes the task of preheating, that is, counteracting the heat dissipation around the weld, the infrared laser is only responsible for melting the weld that is already at a high temperature, quickly forming a deep molten pool, thus greatly reducing the heat input during the welding process and making the heat-affected zone extremely small.
(3) Less spatter and low porosity
The blue laser in the outer circle of the hybrid laser beam expands the opening of the entire molten pool. Coupled with the stable temperature field of the molten pool, the gas inside the weld can be smoothly discharged, with very little spatter, and the porosity inside the weld is low.
II. High Equipment Reliability
Currently, there are mainly two ways of blue laser output: fiber output and spatial output. Compared with the technical route of fiber output, the spatial output blue laser solution launched by Guangdong Hor Laser (see Figure 3) avoids the risk of laser power attenuation caused by damage to the fiber when it works at a short wavelength for a long time, and the equipment has high reliability.
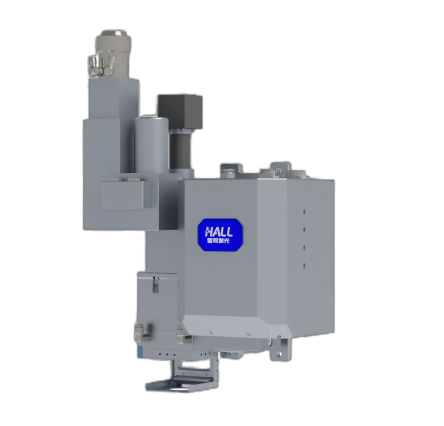
Figure 3: Schematic diagram of the physical object of the blue-infrared hybrid laser.
Industrial Application Cases after Process Optimization
In order to adapt to different welding methods, different material compositions, different material sizes, and different welding requirements in metal laser welding, the power of both the blue laser and the infrared laser of the hybrid laser can be independently adjusted, and different power ratios can be freely obtained. In addition, the swinging mode of the infrared laser in the inner circle can also be adjusted according to different needs. By continuously optimizing the laser process parameters, it can meet the welding requirements of non-ferrous metals in multiple fields at present.
(1) IGBT Welding Sensitive to Heat Input
When welding the probe to the ceramic substrate, the heat input needs to be strictly controlled to avoid thermal damage or cracks of the ceramic substrate caused by overheating. At the same time, the electrical performance and mechanical strength of the connected part after welding also need to be ensured (see Figure 4).
undefined
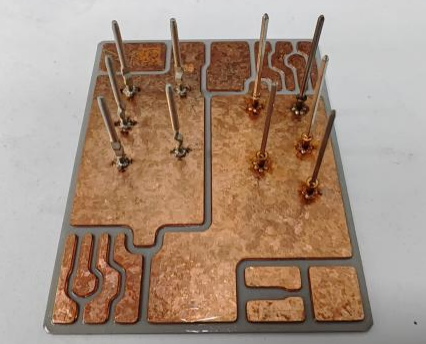
Figure 4: Application of the hybrid laser in the IGBT field.
(2) Water-Cooled Plate Welding Sensitive to Pores
If there are pores in the welded part, after a long period of use, water or other refrigerants will seep into the pores. In the worst case, it will affect the cooling effect, leading to a decline in system performance. In severe cases, it will cause system failures, resulting in equipment downtime and increasing maintenance and replacement costs. It may even pose potential safety hazards, especially in high-pressure or high-temperature environments.
The metallographical inspection diagram of the weld on the right side of Figure 5 shows that the weld penetration after welding the water-cooled plate with the hybrid laser is about 1mm, and there are no pores inside.
undefined

Figure 5: The hybrid laser is used for water-cooled plate welding. The left figure is the appearance diagram, and the right figure is the metallographical inspection diagram of the weld.
(3) Thick Copper Welding
As mentioned before, both the blue laser and the infrared power of the hybrid laser can be adjusted. Therefore, in the face of applications with greater welding thickness requirements, the welding can be completed while increasing the power of both the blue laser and the infrared laser and still maintaining an appropriate power ratio. As can be seen from the right figure of Figure 6, the surface of the weld is visibly smooth and flat to the naked eye.
undefined
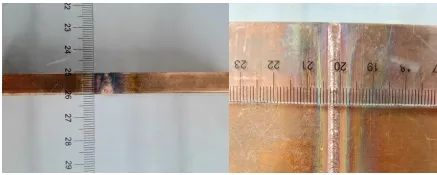
Figure 6: The hybrid laser is used for thick copper welding. The left figure is the thickness measurement diagram, and the right figure is the appearance diagram of the weld.
(4) Dissimilar Metal Welding
Benefiting from the excellent performance of the blue-infrared hybrid laser in the welding of non-ferrous metals, by adjusting process parameters such as the laser power ratio, swinging mode, welding speed, and spot offset, the hybrid laser still performs excellently in the dissimilar metal welding of non-ferrous metals such as copper and stainless steel. As can be seen from Figure 7, copper and stainless steel have formed a weld with a certain penetration depth and a smooth and flat appearance.

Figure 7: Dissimilar metal welding with the hybrid laser. The left figure is the appearance diagram of the welding of oxygen-free copper and stainless steel, and the right figure is the metallographical inspection diagram of the weld.
Conclusion
The spatial direct output blue-infrared hybrid laser, based on the underlying physical core principles and combined with the adjustment and optimization of process parameters, can greatly meet the current welding requirements in the field of high-reflectivity non-ferrous metals